Laser Cladding With Pneumatic Powder Delivery

Lightburn Cement Mixer 65 Litre In 2020 Cement Mixers Cement Mixer

Metering And Dispensing Of Powder The Quest For New Solid Freeforming Techniques Sciencedirect

Gorilla Carts Heavy Duty Steel Utility Cart With Removable Sides And 13 Tires With 1200 Lb Capacity Yellow Utility Cart Garden Wagon Heavy Duty

Overview Of Additive Manufacturing Process Sciencedirect
Https Www Tandfonline Com Doi Pdf 10 1080 17452759 2018 1552484
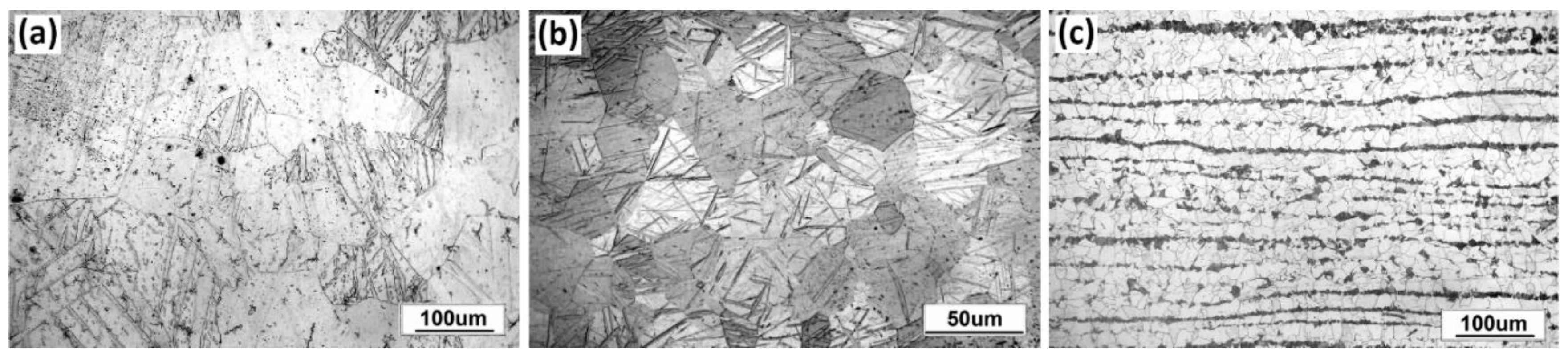
Materials Free Full Text The Microstructure Evolution Of A Fe3al Alloy During The Lens Process Html

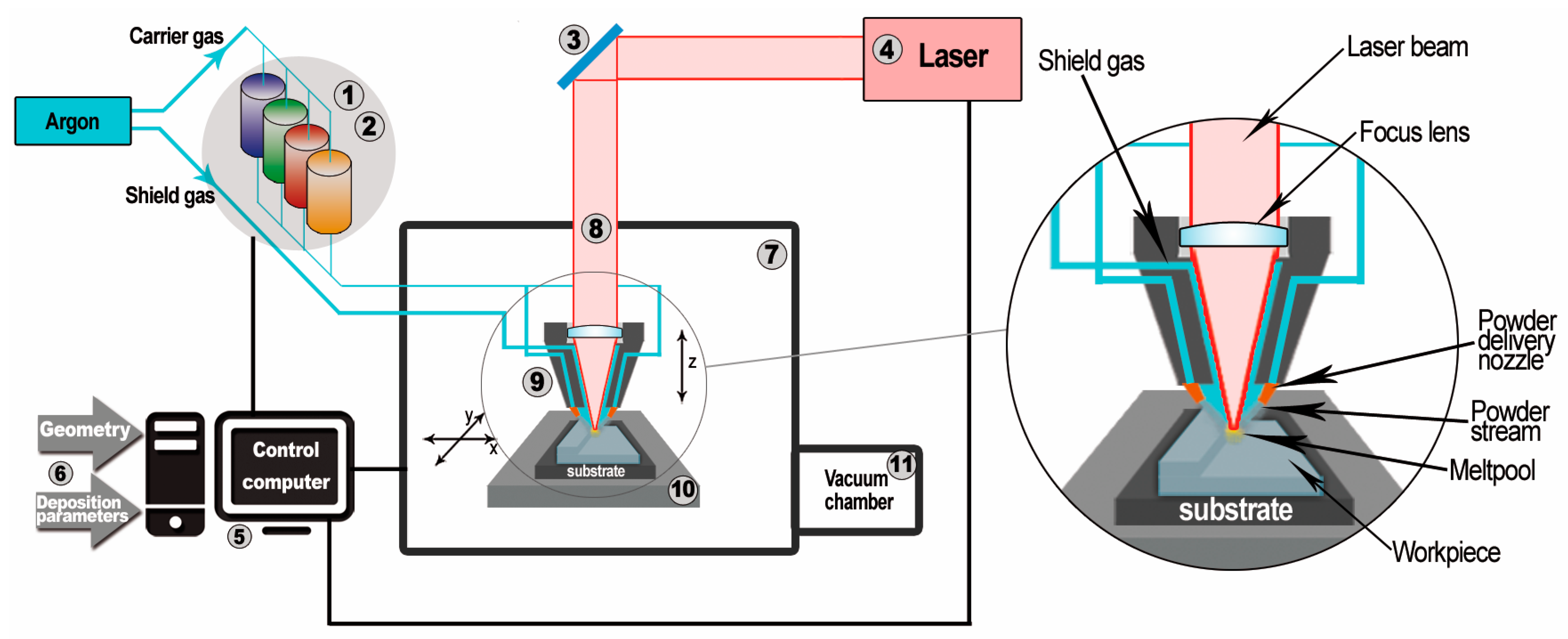
1 shows a general layout of the laser surface cladding with a pneumatic powder delivery.
Laser cladding with pneumatic powder delivery.

Additive Manufacturing Technologies For Drug Delivery Applications Sciencedirect
Https Lia Scitation Org Doi Pdf 10 2351 1 5060090

English Wheel Kit With Stand English Wheel Sheet Metal Tools Metal Fabrication Tools

Additive Manufacturing In Drug Delivery Applications A Review Sciencedirect
Http Ijarm Com Pdfcopy June2015 Ijarm12 Pdf
Https Www Ipgphotonics Com Jp 736 Widget Advances In Laser Technology And Fibre Optic Delivery Systems In Lithotripsy Pdf
Materials Free Full Text Influence Of Impact Velocity On The Residual Stress Tensile Strength And Structural Properties Of An Explosively Welded Composite Plate Html

Multiscale Architecture And Superior High Temperature Performance Of Discontinuously Reinforced Titanium Matrix Composites Huang Advanced Materials Wiley Online Library

Direct Laser Cladding Of The Silicide Dispersed Titanium Aluminide Ti45al5nb0 5si Composites Sciencedirect
Https Www Multistation Com Voy Content Uploads 2019 09 2019 09 11 Lens Systems Overview External Pdf
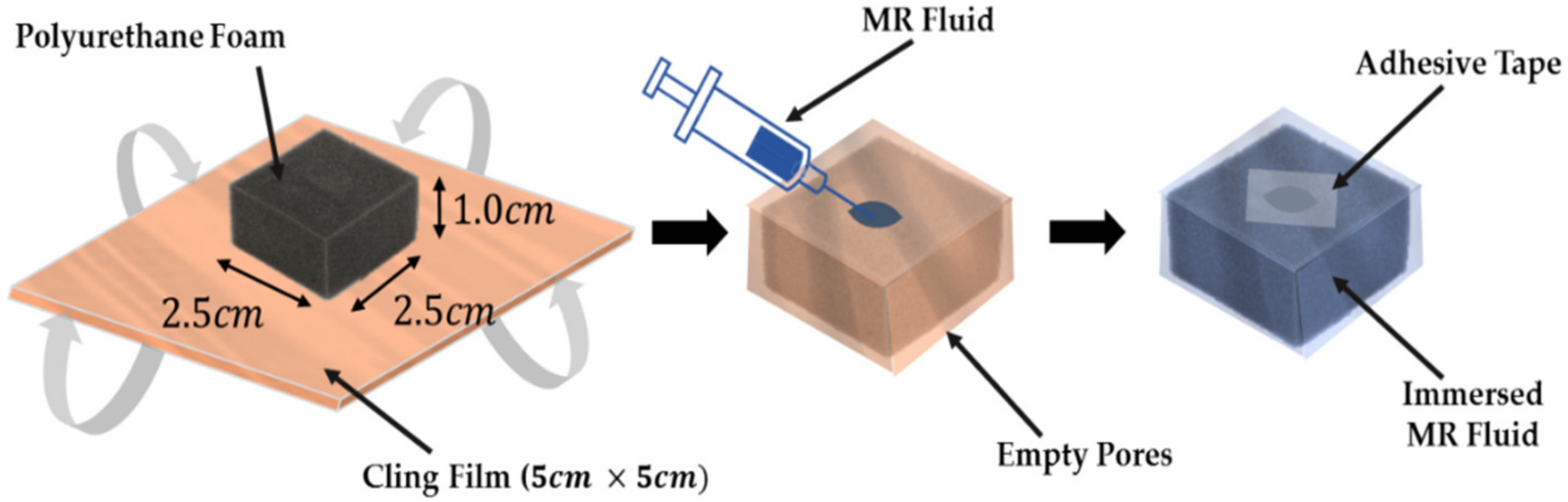
Materials Free Full Text A Tactile Device Generating Repulsive Forces Of Various Human Tissues Fabricated From Magnetic Responsive Fluid In Porous Polyurethane Html
Http Www Tandfonline Com Doi Pdf 10 1080 02619180 1987 11753355 Needaccess True
Https Lia Scitation Org Doi Pdf 10 2351 1 5058663
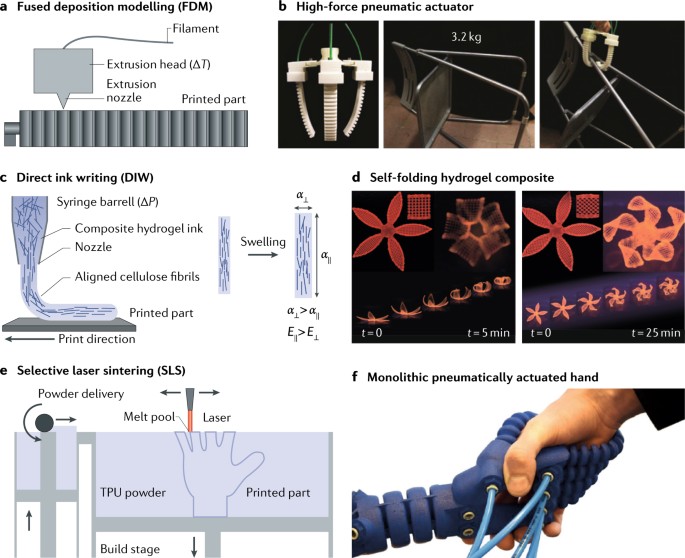
3d Printing Of Soft Robotic Systems Nature Reviews Materials
Materials Free Full Text Investigation Of Sheet Metal Forming Using A Rapid Compression Machine Html

Pdf Integrated Laser Based Powder Bed Fusion And Fused Filament Fabrication For Three Dimensional Printing Of Hybrid Metal Polymer Objects
Https Www Pub Iaea Org Mtcd Publications Pdf Stipub1836web Pdf
Stainless Steel Tank Manufacturers Suppliers And Distributors
Sub Sessions Ix Sy15 3d Structures In Tissue Engineering And Disease Modelling Iv Sy7 Adaptive Functional Biomaterials Ix Os31 Additive Manufacturing 1 X Os36 Additive Manufacturing 2 Vi Os20 Alginate And Biopolymers Vii Os26
Https Www Pmillc Com Wp Content Uploads 2020 08 August2020fabricator Pdf
Pdf Copper Coatings On Stainless Steel By Laser Cladding

Tecinde Com Products
Gas Powder Streams At Coaxial Laser Cladding With Different Powder Mass Download Scientific Diagram

Cracking Susceptibility Of A Laser Clad Layer As Related To The Melting Properties Of The Cladding Alloy Sciencedirect
Source : pinterest.com
