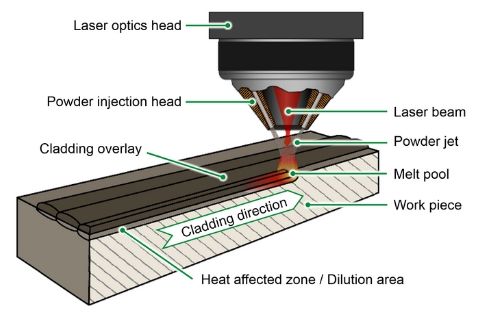
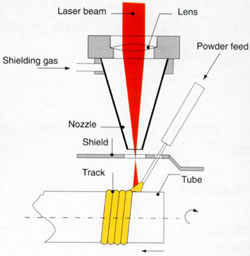
Laser Cladding By Powder Injection

Laser Cladding With Powder Injection Process Download Scientific Diagram

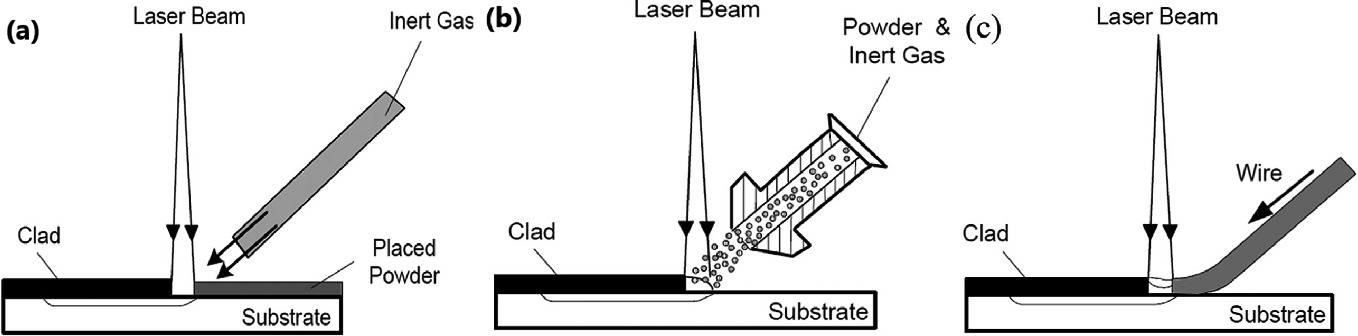
Different Methods Of Laser Cladding A Paste Feeding B Powder Download Scientific Diagram

A Schematic Of The Coaxial Powder Injection Laser Cladding Process Download Scientific Diagram

A Schematic View Of Laser Cladding By Powder Injection And B Cross Download Scientific Diagram

Schematic Diagram Of The Laser Cladding Process With Powder Injection Download Scientific Diagram

Powder Injection An Overview Sciencedirect Topics

Using coaxial powder injection in combination with a lateral feed wire system improvements to the laser cladding process have been made.
Laser cladding by powder injection.
Laser Cladding

Laser Cladding Appropedia The Sustainability Wiki

Laser Cladding Technology Total Materia Article
Surface Technology

A Experimental Setup For Laser Cladding Process And B Internal Powder Download Scientific Diagram

A Schematic Diagram Of Laser Cladding Process By Blown Powder Download Scientific Diagram

Laser Cladding An Overview Sciencedirect Topics

Laser Cladding By Powder As A Service Alotec Dresden Gmbh

Experimental Set Up To Produce Fgm By Laser Cladding Download Scientific Diagram

Color Online Diagram Of Laser Cladding Physical Model Download Scientific Diagram
Laser Cladding Tekniker

Research And Development Status Of Laser Cladding On Magnesium Alloys A Review Sciencedirect

A An Illustration Of Laser Cladding Process By Blown Powder Feeding And Download Scientific Diagram

Pdf Progress In Numerical Simulation Of The Laser Cladding Process

Kinetic Approach In Numerical Modeling Of Melting And Crystallization At Laser Cladding With Powder Injection Sciencedirect
Https Www Mdpi Com 2079 6412 10 8 774 Pdf
Laser Cladding Loukas
Pdf Effect Of Process Parameters In Laser Cladding On Substrate Melted Areas And The Substrate Melted Shape
Wear Characteristics Of Laser Cladded Surface Coating Springerlink

Laser Cladding An Overview Sciencedirect Topics

Cellular Automaton Model For The Simulation Of Laser Cladding Profile Of Metal Alloys Sciencedirect

Laser Cladding Technology Process And Application Mikro India

Laserbond Announces Shipping Of First Customised Laser Cladding System

Advantages Of Fiber Laser Cladding Ipg Laser Systems
Source : pinterest.com
